
首先对焊接操作人员和检验人员提出了严格的要求:




空分冷箱内塔容器为铝制容器,容器运输尺寸超长,为运输方便,通常分成上下两段运输,安装时需在现场组对焊接,但现场的焊接环境、焊接设备都不如在制造厂,因此我们必须从各方面采取措施,保证焊接质量。
首先对焊接操作人员和检验人员提出了严格的要求:
1、焊接材料及相关设施的要求
2、施焊环境的要求
3、焊接技术
施工顺序。塔上、下段对接坡口加工— 塔下段吊装就位—塔上段吊装—组对—焊缝焊接—射线探伤—不合格焊缝返修—射线探伤—验收;
塔坡口加工形式。坡口要在地面加工好,用法兰箍调整,消除焊口的椭圆度,并焊好衬圈,清除铝屑。起吊时,焊口要用塑料布封闭。焊口内壁应对齐,当壁厚δ≤5mm时,内壁错边量不应大于0.5mm;当壁厚δ>5mm时,内壁错边量不应大于0.1δ,且不应大于2mm。具体坡口形式,见图1塔破口加工形式;

焊前准备。
(1)气焊工具二套,作焊前预热用;
(2)氩气纯度应大于99.99%;
(3)清理工具:电动圆盘锯,锉刀,钢丝刷(轮),电动铣刀、刮刀等;
(4)楔板修正焊缝错口用;
(5)焊件组对前,首先用三氯乙烯等有机溶剂除去表面油污,两侧坡口的清理范围不应小于50mm;清除油污后,坡口及其附近的表面可用锉刀、刮削、铣削或用钢丝刷清理至露出金属光泽,注意塔体壁厚减薄不能大于0.5mm;使用的钢丝刷应定期进行脱脂处理;
(6)焊丝去除油污后,应用化学方法去除氧化膜,可用5~10%的NaOH溶液,在温度为70℃下浸泡30~60s,然后水洗,再用15%左右的HNO3在常温下浸泡2min,然后用温水洗净、晾干并保持干净清洁;
(7)焊件和焊丝清理后在24h内使用,如超过24h,要重新清洗。
(8)正式焊前应,首先用试板做好各项工艺参数的模拟试验,其母材材质、工艺条件、焊工、保护气均要和正式焊接时相同;试板长度不得小于500mm,试板焊接接头要100%射线检测,应符合JB/T 4730.2—2005—Ⅱ级,焊接试板不合格不得正式焊接。
焊接工艺。
(1)焊接前,坡口、焊丝及不小于坡口两侧各50mm范围内的表面,用脱脂剂擦洗干净,用不锈钢丝刷彻底清除氧化膜;清理下坡口时应向外刷,清理上坡口时,下部容器开口应用塑料布封好,防止铝屑进入容器内;
(2)焊缝采用手工钨极氩弧焊双人单面焊,焊接时应注意A 、B 焊工要配合默契,同向、等速,焊接过程中随时检查垂直度,并利用焊接反变形方法及时调整,焊缝应不间断一次性焊完;
(3)一周点固焊完毕,间隙会产生收缩,但起码要保持3~5mm的间隙。定位焊长度为40mm左右,每隔500mm左右作一定位焊;
(4)当环境温度小于5 ℃,壁厚大于8mm时焊前应用H01-20焊炬在焊缝坡口二侧均匀加温到100~200 ℃;因焊件厚度较大,应采用多层多道焊;
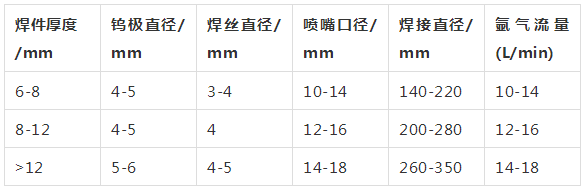
(5)实际焊接时的焊接工艺参数应与试板模拟试验基本保持一致,对于不同的壁厚推荐表1焊接工艺参数;
(6)多层多道焊时,每焊完一遍应用机械方法清理氧化膜,为保证焊接质量,层间温度不得超过65 ℃;
(7)焊接过程中,如点固焊开裂,造成错口,应停止焊接,经修复后方可继续焊接;
(8)当钨极出现触钨现象时,停止焊接,将钨极、焊丝、溶池处理干净后,方可继续;
(9)总的施焊原则是:大电流、快速焊;
(10)焊缝除未焊透,有裂纹外,应尽量减少返修;多次返修会引起设备变形和影响焊接接头的质量(很容易产生裂纹),因此力求一次焊接成功。如有非危害性缺陷(圆形气孔)超标,应由设计、业主和监理单位协商处理,尽量不要返修;
(11)焊接返修时,应用机械方法,将缺陷处彻底铲除,并按焊接工艺评定参数进行焊接;同一部位的返修不得超过两次,否则要制定措施并经技术总负责人批准;
(12)在焊接过程中应随时测量塔的垂直度、水平度,吊具待全部焊接完毕并经探伤检查合格后方可拆除;
(13)焊接完毕,表面美观、平整,鳞纹均匀,没有表面气孔、裂纹等缺陷;然后100%RT检查,RT应不低于JB 4730—94—Ⅱ级片,PT为Ⅰ级。
4、塔焊缝返修
5、技术安全措施
