随着日益增长的低碳减排需求,氢的绿色制取技术受到广泛重视,利用可再生能源进行电解水制氢是目前众多氢气来源方案中碳排放最低的工艺。氢气在储能、化工、冶金、分布式发电等领域的推广应用,成为控制温室气体排放、减缓全球温度上升的有效途径之一。坚持氢能绿色利用的初衷,积极发展以质子交换膜电解水制氢为代表的绿氢制备技术,实现与可再生能源的融合发展。
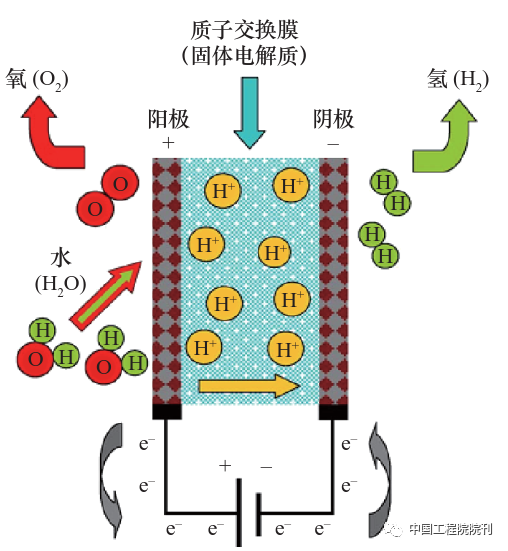
近期,中国工程院衣宝廉院士科研团队在中国工程院院刊《中国工程科学》撰文,梳理了氢能需求和规划的进展、电解水制氢的示范项目情况,重点分析了电解水制氢技术,涵盖技术分类、碱水制氢应用、质子交换膜电解水制氢。文章认为,提升电催化剂活性、提高膜电极中催化剂的利用率、改善双极板表面处理工艺、优化电解槽结构,有助于提高质子交换膜电解槽的性能并降低设备成本;质子交换膜电解水制氢技术的运行电流密度高、能耗低、产氢压力高,适应可再生能源发电的波动性特征、易于与可再生能源消纳相结合,是电解水制氢的适宜方案。文章结合氢储运与电解制氢的技术特征研判、我国输氢需求,提出发展建议:利用西北、西南、东北等区域丰富的可再生能源,通过电解水制氢产生高压氢;氢送入天然气管网,然后在用氢端从天然气管道取气、重整制氢,由此构成绿色制氢与长距离输送的系统解决方案。
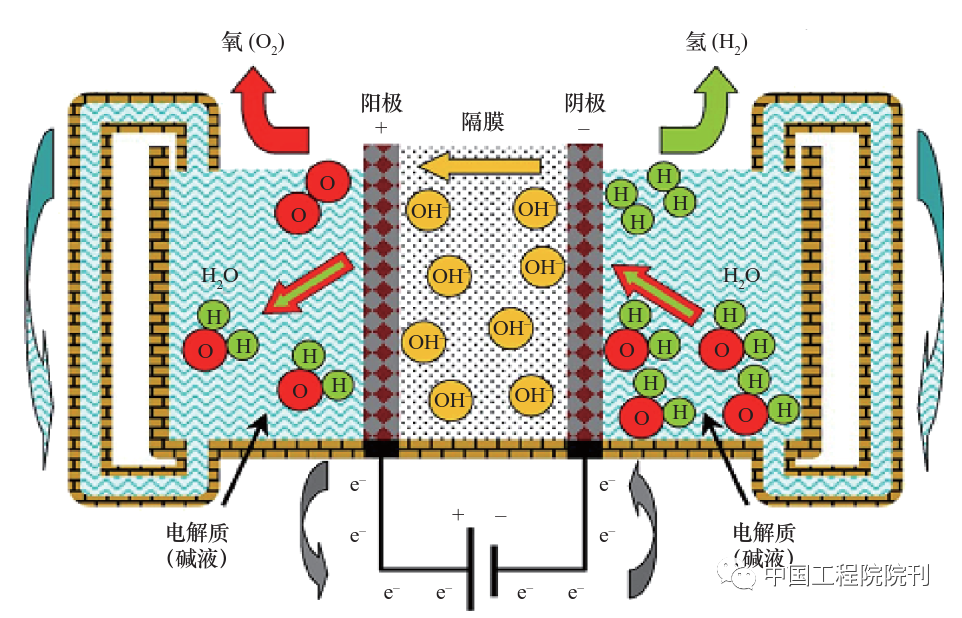
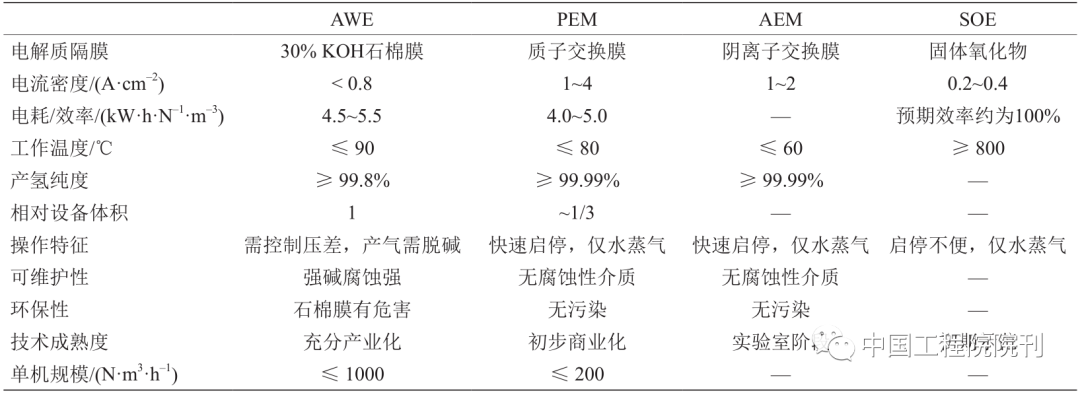
表1 4 种水电解技术特性